

产品详情
UPE又名:超高分子聚乙稀
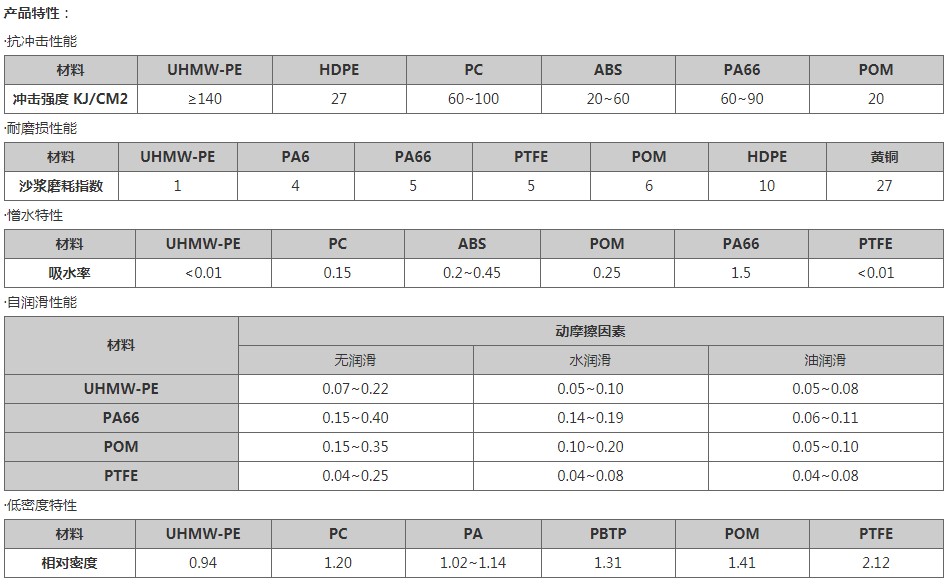
特性:UPE具有极好的耐磨性,良好的耐低温冲击性、自润滑性、无毒、耐水、耐化学药品性,耐热性优于一般PE,缺点是耐热性(热变形温度)低、加工成型性差,外表面硬度,刚性,耐蠕变性不如一般工程塑料,膨胀系数偏大。UHMWPE流动性差,熔融状态下粘度极高,是呈橡胶状的高粘弹性体,早期仅能用压制和烧结方法成型,目前也可用挤出、注塑和吹塑方法加工。 UPE板机械性能高于一般的高密度聚乙烯。具有突出的抗冲击性、耐应力开裂性、耐高温蠕变性、低摩擦系数、自润滑性,卓越的耐化学腐蚀性、抗疲劳性、噪音阻尼性、耐核辐射性等。使用温度100~110℃。耐寒性好,可在-269℃下使用。密度0.935g/cm3,分子量200万的产品,其断裂拉伸强度40MPa,断裂伸长率350%,弯曲弹性模量600MPa,悬臂梁缺口冲击冲不断。磨耗量(MPC法)20mm。UPE板可以代替碳钢、不锈钢、青铜等材料用于纺织、造纸、食品机械、运输、医疗、煤矿、化工等部门 。如纺织工业上技梭器、打梭棒、齿轮、联结 、扫花杆、缓冲块、偏心块、杆轴套、摆动后果等耐冲击磨损零件。造纸工业上做箱盖板、刮水板、压密部件、接头、传动机械的密封轴杆、偏导轮、过滤器等与聚酰胺、聚四氟乙烯相近,耐磨性超过碳钢,做齿轮、轴承、轴瓦、星轮、阀门、泵、导轨、密封填料、设备衬里、滑变板、人工关节等,绳索等。 运输工业上做粉状材料的料斗、料仓、滑槽的衬里。
超高分子量聚乙烯(UHMW-PE)是一种线型结构的具有优异综合性能的热塑性工程塑料。
超高分子量聚乙烯其发展十分迅速,80年代以前,世界平均年增长率为8.5%,进入80年代以后,增长率高达15%~20%。而我国的平均年增长率在30%以上。1978年世界消耗量为12,000~12,500吨,而到1990年世界需求量约5万吨,其中美国占70%。2007-2009年中国逐步成为世界工程塑料工厂,超分子量聚乙烯产业发展更是十分迅速,以下为发展史:
上世纪30年代最早有人提出关于超高分子量聚乙烯纤维的基础理论;
凝胶纺丝法和增塑纺丝法的出现使超高分子量聚乙烯在技术上取得重大突破;上世纪70年代,英国利兹大学的Capaccio和Ward首先研制成功分子量为10万的高分子量聚乙烯纤维;1964年中国研制成功并投入工业生产;1975年荷兰利用十氢萘做溶剂发明了凝胶纺丝法(Gelspinning),成功制备出了UHMWPE纤维,并于1979年申请了专利。此后经过十年的努力研究,证实凝胶纺丝法是制造高强聚乙烯纤维的有效方法,具有工业化前途;1983年日本采用凝胶挤压超倍拉伸法,以石蜡作溶剂,生产超高分子量聚乙烯纤维;在中国超高分子量聚乙烯管材在2001年被科学技术部国科计字(2000)056号文件列为国家科技成果重点推广计划,属化工类新材料、新产品。国家计委科技部将超高分子量聚乙烯管材列为当前优先发展的高科技产业重点领域项目。
辨别方法
超高分子量聚乙烯是一种高分子化合物,很难加工,并且具有超强的耐磨性、自润滑性,强度比较高、化学性质稳定、抗老化性能强,所以在辨别真假高分子聚乙烯时,一定要注意它的这几项特性,具体辨别方法如下:
1.称重法则:纯超高分子量聚乙烯制成的产品的比重在0.93-0.95之间,密度较小,能浮于水面。如果不是纯正的聚乙烯材料,将会沉入水底。
2.温度测量:纯正的超高分子量聚乙烯产品,在摄氏200度时是不会熔化, 不会变形,但会变软。如果不是纯正的超高分子量聚乙烯材料在摄氏200度时是会有变形的。
3.目视方法:真正的超高分子量聚乙烯表面平整、均匀、光滑而且切面密度非常均匀,如果不是纯正的聚乙烯材料色泽暗淡而且密度不匀。
4.边缘测试法:纯正的超高分子量聚乙烯翻边端面圆润、均匀、光滑,如果不是纯正的聚乙烯材料翻边端面有裂纹,且在加热后翻边时会出现掉渣现象。
成型加工
由于超高分子量聚乙烯(UHMW-PE)熔融状态的粘度高达108Pa*s,流动性极差,其熔体指数几乎为零,所以很难用一般的机械加工方法进行加工。超高分子量聚乙烯(UHMW-PE)的加工技术得到了迅速发展,通过对普通加工设备的改造,已使超高分子量聚乙烯(UHMW-PE)由最初的压制-烧结成型发展为挤出、吹塑和注射成型以及其它特殊方法的成型。
1.压制烧结
(1)压制烧结是超高分子量聚乙烯(UHMW-PE)最原始的加工方法。此法生产效率颇低,易发生氧化和降解。为了提高生产效率,可采用直接电加热法
(2)超高速熔结加工法,采用叶片式混合机,叶片旋转的最大速度可达150m/s,使物料仅在几秒内就可升至加工温度。
2.挤出成型
挤出成型设备主要有柱塞挤出机、单螺杆挤出机和双螺杆挤出机。双螺杆挤出多采用同向旋转双螺杆挤出机。
60年代大都采用柱塞式挤出机,70年代中期,日、美、西德等先后开发了单螺杆挤出工艺。日本三井石油化学公司最早于1974年取得了圆棒挤出技术的成功。我国于1994年底研制出Φ45型超高分子量聚乙烯(UHMW-PE)专用单螺杆挤出机,并于1997年取得了Φ65型单螺杆挤出管材工业化生产线的成功。
(3)注塑成型
日本三井石油化工公司于1974年开发了注塑成型工艺,并于1976年实现了商业化,之后又开发了往复式螺杆注塑成型技术。1985年美国Hoechst公司也实现了超高分子量聚乙烯(UHMW-PE)的螺杆注塑成型工艺。我国1983年对国产XS-ZY-125A型注射机进行了改造,成功地注射出啤酒罐装生产线用超高分子量聚乙烯(UHMW-PE)托轮、水泵用轴套,1985年又成功地注射出医用人工关节等。
(4)吹塑成型
超高分子量聚乙烯(UHMW-PE)加工时,当物料从口模挤出后,因弹性恢复而产生一定的回缩,并且几乎不发生下垂现象,故为中空容器,特别是大型容器,如油箱、大桶的吹塑创造了有利的条件。超高分子量聚乙烯(UHMW-PE)吹塑成型还可导致纵横方向强度均衡的高性能薄膜,从而解决了HDPE薄膜长期以来存在的纵横方向强度不一致,容易造成纵向破坏的问题。